ISO9001是TS16949的基础
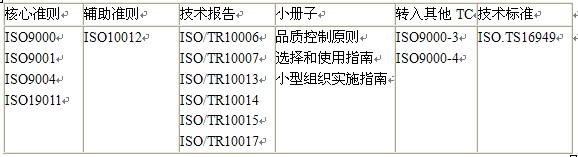
仔细阅读ISO9000族准则构成表(见1-1表)可以清楚的看到:ISO/TS16949是ISO9000族国际质量准则中的“技术标准”。
国际准则的制定工作一般通过ISO技术委员会(Technical Committees)进行。由技术委员会通过的国际准则草案提交各成员团体投票表决,需取得至少75%参加表决的成员团体的同意,国际准则才能作为国际准则正式发布。在其他情况下,特别是市场对某一方面类似文件有急需时,技术委员会可能会决定出版其他类型的准则文件。ISO技术标准(ISO/TS)表明技术文员会成员间已导成一致,如果委员会2/3的成员投票同意则可被接受颁布。ISO/TS16949:2002是由国际汽车特别工作组(IATF),日本汽车制造协会(IAMA)制定,并且得到ISO下属的品质控制和质量保证技术委员会(ISO/TC176)支持
TS16949认证体系是ISO9000族国际质量准则中出现的“技术标准”,意为“汽车制造与相关服务件组织应用ISO9001的特殊需要(Quality Management Systems—particular requirement for the application of ISO9001 for autiomotive production and relevant service parts organizations)。
ISO9001:2008作为TS16949的基础,在“品质控制体系—汽车制造及相关服务件组织应用ISO9001的特殊需要”中清除的显示出来了。可以说,TS16949就是在ISO9001基础上增加汽车行业提别需要的品质控制体系。
二、 TS16949在ISO9001基础上增加的特殊需要
TS16949与ISO9001比较,增加约90条特殊需要。增加内容概括如下:
1)需要按规定频率对所有的产品进行全尺寸检验与共同测试。
2)组织应制定解决问题的程序,确保消除的问题的真正原因。
3)提倡防错方法,需要对退回的产品进行试验与分析。
4)TS16949技术标准需要对企业的供应部门、设计中心、仓库应纳入审核,但不能单独获得证书。
5) 重视激励员工与充分授权,给员工创造一个革新的环境,让员工为实现过程绩效指标创造性的工作。
6) 对于顾客的工程规格与工程准则需要组织在两周时间内完成评审并发布。此需要同样适用于工程规格变更。
7) 需要高层管理者关注工作效率、效益和产品质量成本。
8) 需要高层管理者关注所有的作业班次设置质量控制人员,质量控制人员在出现重大质量控制事故时又有制造的权利,这种权力不受其他区外界因素干扰。
9) 组织应采取多方论证的方法对工厂、设施及设备的有效性进行策划,使工厂的布局最大限度减少转移和搬运,优化、简化制造流程,一达代代持续改进和不断提高制造过程能力的目的。
10) 组织应准备紧急应变计划,当发现设施中断、劳动短缺等状况时,仍可确保准时交付。
11) 重视劳动安全和制造安全性,并特别注意在设计开发过程和制造过程中烤考虑人员安全。
12) 需要技术型数据,抽样计划的接收准则为零缺点,如果不是零缺点须顾客批准。
13) 高层管理者应指定专人担任顾客代表,负责顾客需要,如对产品的特殊特性需要、质量目标、相关培训、预防措施、供应商的选择及开发与设计等提出意见和建议。
14)分析实际和潜在缺陷对质量、安全和环境的影响,以作为管理评审和质量审核的依据。
15)对产品技术人员提出资格与技能需要。
16)组织应执行产品制造件批准程序,该批准程序同样适用于供应商。
17)需要对供应商进行品质控制体系的开发,最终的目的是使所有供应商符合ISO/TS16949的需要。
18)需要组织使用多方论证方法制定控制计划,如果顾客需要,控制计划要提交顾客评审与批准,如果修改控制计划,可能需要顾客重新评审与批准。
19)组织应规定内部实验室的业务范围与能力,如果委托外部实验室进行试验,需要外部实验室符合ISO/IECI17025或响应国家实验室需要。
20)规定量具不仅要校准,还需要对控制计划规定的量具进行量测系统分析。
21)内部审核除审核品质控制体系之外,还应有产品审核和过程审核。
22)需要对技术值和计量值的过程能力进行控制,以确保过程能达到控制计划批准的过程能力指数。
以上是ts16949认证参考资料
- 生产准备流程3P...
- 全面质量管理(TQM)...
- TWI-JS工作安全...
- TWI-JR工作关系...
- TWI-JM工作改善...
- TWI-JI工作指导...
- 美国/欧洲几何尺寸和公差(GD&T)...
- 次级供应商管理 (CQI-19)...
- ISO 26262 : 2018功能安全管理体系标准理解...
- DFX-面向制造和装配的产品设计(DFX/A/C)...
- 稳健参数设计(田口DOE)...
- 六西格玛设计(DFSS)...
- 全球物料管理运作指南(MMOG)...
- 福特Q1理解与实施...
- 制造质量供应 (BIQS)...
- 产品安全与符合性代表 (PSCR)...
- 铸造系统评估(CQI-27)...
- 模塑系统评估(CQI-23)...
- 锡焊系统评估(CQI-17)...
- 焊接系统评估(CQI-15)...
- 涂装系统评估(CQI-12)...
- 电镀系统评估(CQI-11)...
- 热处理系统评估(CQI-9)...
- 全面生产维护(TPM)...
- 新旧QC七大手法实战(QC手法)...
- 工业工程(IE)...
- 准时化生产(JIT)...
- 研发项目管理(PM)...
- 快速换模(SMED)...
- 精益生产培训(LP)...
- VDA-新零件成熟度保障(MLA)...
- 供应商质量管理(SQE)...
- 设计失效模式与后果分析(新版DFMEA)...
- 质量功能展开(QFD)...
- 六西格玛绿带培训(SSGB)...
- 班组长培训-优秀班组长培训班...
- 测量系统分析(MSA第4版) ...
- 有效防错指南(CQI-18)...
- VDA6.3:2016过程审核...
- 谢宁(Shainin)DOE-世界级质量管理工具...
- 实验设计(经典DOE)...
- 有效解决问题方法(8D)...
- 五大工具(APQP/PPAP/SPC/FMEA/MSA)...
- 生产件批准(PPAP)...
- 失效模式与后果分析(FMEA)...
- 统计过程控制(SPC)...
- 产品质量先期策划与控制计划(APQP)...
- IATF16949:2016标准实施与内审员...